科技日报记者 朱 虹 实习生 王 鑫
松花江畔的哈尔滨平房区,暖阳为一栋栋白色厂房镀上金色。走进中国航发哈尔滨东安发动机有限公司(以下简称“中国航发东安”),上世纪五六十年代的厂房框架下,却是未来工厂的生产场景:自动导引车(AGV)承载着高精尖航空产品灵活穿梭,自动化机械手臂精准操作,数字化展示屏上运行数据实时跳动。这一切,取代了昔日排队借阅图纸的长龙与吊车吊运的轰鸣。
在工业和信息化部发布的第二批智能制造标准应用试点项目名单中,中国航发东安榜上有名。这家始建于1948年的“老字号”航空企业,曾是国家“一五”期间156项重点建设工程之一;如今,在“数智引擎”的驱动下,中国航发东安正在转型升级的赛道上振翅高飞。

构建全链条数智化体系
中国航发东安的厂房里,历史与现代的交融无处不在。作为新中国首批六大航空企业之一及中国轻型航空动力和航空机械传动系统的专业化研制生产基地,这家企业的发展史堪称我国航空发动机发展历程的缩影:70余年间创造了研制第一台涡轮轴航空发动机、第一台涡轮螺旋桨航空发动机等多个“中国第一”,累计修理、生产、研制数十个机种的产品。
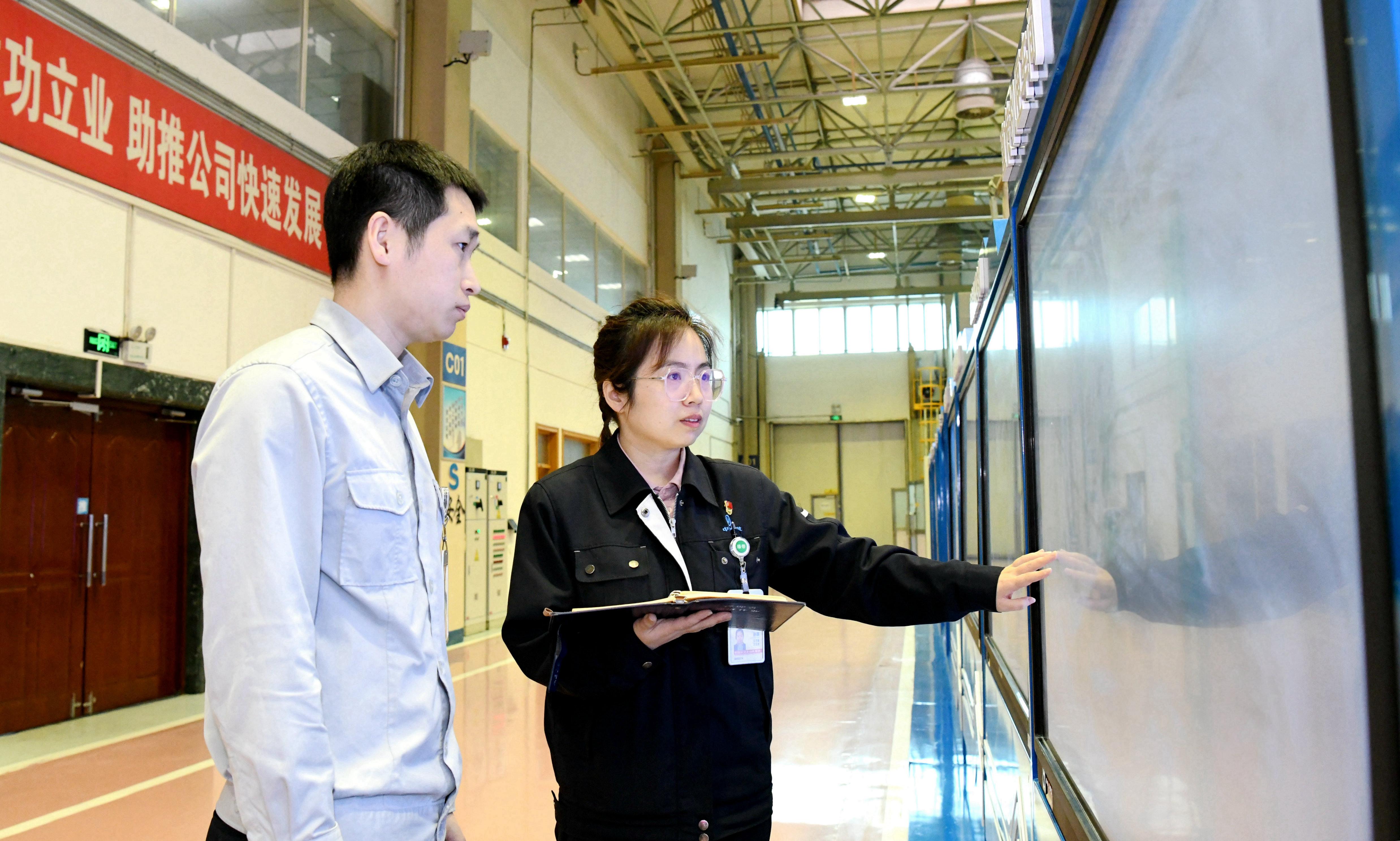
数智化转型让这份厚重底蕴有了全新表达。“以前,工人在加工前需要了解班组生产任务、借阅图纸、查找刀具、装夹找正等,不但要在不同业务间频繁往返穿梭,还经常弄得满身油污,稍不留意就有安全风险。现在,我们借助生产线智能控制,实现了自动排产、自动物流传输、自动测量。人工干预少了,精度却更高了。”中国航发东安538车间首席技能专家初宏嘉指着运行的生产线介绍。在538车间,曾经需要10人双班值守的精加工生产线,如今4人即可操控;粗加工生产线从9人减至1人,设备利用率提升45%以上。
2022年投用的热表处理新区厂房占地2万平方米,现代化厂房内,热表处理生产线实现全流程无人化作业,AGV精准穿梭于10多条生产线间。“这条生产线从零件入库、自动物流到加工检测,全程不用人工干预,24小时连轴转都没问题。以前8个人管一条线还忙得脚不沾地,现在3个人就能盯两条线,槽体利用率还提升了30%。”中国航发东安下属热表处理公司副总经理刘星岑指着屏幕上的实时数据介绍,工人只需在准备区完成装挂拆卸,可远离酸碱化学品侵害。
如今的中国航发东安,已构建起全链条数智化体系。中国航发东安信息工程部副部长康龙介绍,300余台数控设备全联网,100余台实验设备完成多模态数据采集,自研的制造执行系统(MES)和制造运营管理系统(MOM)成为车间“智能大脑”,运营管控中心的大屏上300多个核心指标实时跳动,为决策提供精准支撑。这家有70余年深厚底蕴的企业,正以全新姿态向打造“世界一流航空制造企业”的目标迈进。
转型升级闯过“三道关”
中国航发东安的数智化转型,从来不是“抄作业”式的跟风,而是与航空发动机个性化制造的难题“死磕到底”。“像汽车零件可能一批制造成百上千个,而我们有时候就制造两三个零件,还得达到航空级精度,现成的自动化方案拿来就是‘水土不服’。”康龙说。多品种、小批量的定制化生产,老旧厂房的空间限制,老工人“凭手感、看火花”的老习惯……每道关都不好迈。
第一道是技术关。技术攻坚的核心,是破解航空发动机制造的精准化难题。航空机匣加工精度经常是方寸之间见乾坤。装夹找正、刀具状态与温度变化是影响加工精度的三大关键影响因素。“我们自主设计快换夹具,研发宏程序进行自动算点与误差控制补偿,并搭配自主研发的刀具磨损自动检测系统,找到了加工精度与效率的最佳平衡点。”初宏嘉说。他带领团队扎根车间数月,通过多种系统适配,将热变形量稳稳控制在0.01毫米内,取得了关键技术突破,获得了发明专利。团队还将该项技术推广至8类设备,实现设备迭代升级。
第二道是兼容关。车间里既有服役多年的老旧设备,也有全新的智能机床,接口不统一、数据格式各异,数据采集如同“破解密码”。“最老的设备连数据接口都没有,我们就加装传感器,一点点把机械信号转成电信号。新设备型号杂,就逐个开发适配程序。”康龙说。他带领信息工程部6人团队,采用多模态采集技术逐个突破,历时10余年实现300余台数控设备全联网,让生产、质量、设备等数据实时归集。
第三道是思想关。比技术更难突破的,是传统思维的“认知墙”。转型初期,老工人对智能系统充满抵触:“我们磨齿轮靠的是手感,看火花就知道精度够不够,电脑屏幕上的数字能信吗?”为打消顾虑,技术团队常驻车间,跟着工人学操作、听诉求。“工人习惯按右上角的按钮,我们就把常用功能放在对应位置。工人担心数据不准,我们就拿系统算出的数据和人工计算作对比,用数百次试验的精准数据说话。”康龙说。
智能化带来的实际改变极具说服力。曾经需要工人钻进车床找正,如今通过摄像头监控与自动找正技术就能彻底消除隐患。“以前拎着几十斤的零件在槽体间跑,一天下来腰都直不起来,现在在有空调的操作区扫码就行,冬暖夏凉。”有30多年工龄的工人陈岩感叹,越来越多工人从“抵触者”变成了“支持者”,甚至主动给系统提优化建议。
提供制造业转型“东安样本”
10余年深耕,中国航发东安收获累累硕果:获评工业和信息化部智能制造示范工厂、省级智能工厂,其下属的热表处理公司和538车间均成为省级数字化(智能)示范车间。更重要的是,中国航发东安沉淀出一系列可复制、可推广的转型经验,为老工业基地升级和航空发动机制造行业转型提供了宝贵的“东安样本”。
“自主研发+贴合需求”的适配性策略,是转型成功的核心密码。“这套MES里的生产节拍调优和调度算法就融入了我们10余年的经验,外面买的系统没有这么贴合的。”康龙的话道出了自研系统的核心价值。航空发动机制造的特殊性决定了不能照搬现成方案,中国航发东安的MES、MOM等核心系统均基于自研平台构建,调度优化、多模态数采等关键技术更是量身定制。
针对不同厂房条件,中国航发东安还采取了差异化路径:538车间盘活老旧厂房存量空间,巧妙布局,打造适配多品种、小批量生产的柔性生产线;热表处理公司按“灯塔工厂”标准建设,实现全流程自动化,两种模式都实现了效率与质量“双提升”。这种“不唯技术,只唯需求”的思路,让转型方案真正落地见效。
“试点先行+迭代优化”的稳健路径,则有效降低了转型风险。中国航发东安没有盲目铺开改造,而是选择538车间和热表处理公司作为首批示范试点,先集中力量攻克技术、人员、流程等难题,待两大生产单位形成成熟模式后,再逐步推广至多个车间。改造过程中,企业不追求“一步到位”,而是“干一条成一条”,针对试点中发现的适配脱节、系统冲突等问题持续优化,让转型步伐走得更稳更实。
从1948年的初创到如今的数智化蝶变,中国航发东安用70余年厚植技术底蕴,用10余年深耕完成转型跨越。“老厂房不是包袱,是我们技术积淀的见证;老手艺不是阻碍,是数智化转型的根基。”中国航发东安工艺技术部工艺规划室主任高明的话,正是企业转型的初心写照。在松花江的见证下,这家老工业企业以数智化为引擎焕发新生,也为我国制造业转型升级贡献“东安经验”。
 网友评论
网友评论